
Die Öl- und Gasindustrie ist ausgesprochen komplex, und die Herstellung von Ventilen umfasst ein so breites Spektrum von Branchen, Komponenten und Materialien, dass ich mit meiner Erfahrung drei Bücher darüber schreiben könnte.
Was ich aber natürlich nicht tun werde.
Dagegen habe ich mich in diesem Artikel bewusst auf 2 Werkstoffe konzentriert: Ventile aus STAHL und GUSSEISEN.
Sie denken wahrscheinlich daran, dass das klassische Verfahren zu ihrer Herstellung bisher immer in zwei Hauptstufen unterteilt war:
- DREHEN
- FRÄSEN/BOHREN
In meiner langjährigen Laufbahn, in der ich mit einigen hundert Unternehmen zusammengearbeitet habe, die CNC-Bearbeitungszentren einsetzen (ja, ich habe einen weißen Bart und über 30 Jahre Erfahrung in der Branche), hatte ich Gelegenheit, viele verschiedene Produktionsabteilungen zu besuchen.
Dabei wird die erste Phase für die kleinen Ventile normalerweise an einer Horizontal-Drehmaschine oder für die größeren Ventile an einer Vertikal-Drehmaschine realisiert, um dann, in der zweiten Phase, je nach Größe des zu bearbeitenden Ventils, an einem mehr oder weniger großen Bearbeitungszentrum gehandhabt zu werden.
Daher werden diese beiden Phasen in der Regel mit zwei Arten von Werkzeugmaschinen durchgeführt: der Drehmaschine und dem Bearbeitungszentrum.
Dann habe ich andere Fälle gesehen, gerade in der Öl- und Gasindustrie, wo der Produktionsprozess zur Steigerung der Produktivität mehr oder weniger wie folgt gehandhabt wurde:
- Drehmaschine 1: Drehen erster Flansch
- Drehmaschine 2: Drehen zweiter Flansch
- Drehmaschine 3: Drehen dritter Flansch
- Bearbeitungszentrum 4, 5, 6: Fräsen
- Bohrmaschinen 7, 8: Bohren Flansch-Bohrungen
- Bohrmaschinen 9, 10: Gewindebohren Flansch-Gewinde
- Abteilung für das manuelle Entgraten des Ventils
Ein Geschäftsmodell, das ich ehrlich gesagt für schwierig zu handhaben und nicht besonders effizient halte, im Gegenteil…
Aber jetzt möchte ich Sie zum Kern der Sache bringen….
WÄRE ES NICHT SCHÖN EIN BEARBEITUNGSZENTRUM ZU HABEN, IN DAS SIE IHR
VENTIL EINSETZEN KÖNNEN UND ES NACH EINEM EINZIGEN BEARBEITUNGSPROZESS 100 % VOLLENDET HERAUSKOMMT?
Das wäre schön, oder?
Denn das eigentliche Problem besteht darin, dass ein Produktionsmodell mit vielen Bearbeitungszentren im Blockbetrieb, von denen jedes nur eine Phase durchführt, zu viele Variablen zu verwalten hat.
Und zu viele zu verwaltende Variablen führen zu einer Verkettung von Problemen.
Wollen Sie wissen, was mit so vielen Bearbeitungszentren im Blockbetrieb passiert?
HIER SIND 8 KRITISCHE PUNKTE, DIE SIE IN DER PRODUKTION HABEN, WENN SIE EIN WERKSTÜCK MIT MEHREREN BEARBEITUNGSZENTREN UND MEHREREN VERFAHREN BEARBEITEN:
- Probleme hinsichtlich der Qualität, da Sie das Werkstück auf den verschiedenen Maschinen mehrmals NEU POSITIONIEREN müssen.
- Personalkosten, die natürlich sehr hoch sind, weil Sie mehrere Mitarbeiter an der Produktionslinie beschäftigen müssen, um das alles zu verwalten.
- Viel mehr menschliche Faktoren, was eine hohe Wahrscheinlichkeit für „Unbeständigkeit“ in der Produktion bedeutet.
- Viele Menschen = Probleme mit der Handhabung der 3 Schichten.
- Es wird mehr Fläche in Anspruch genommen als tatsächlich benötigt.
- Zahlreiche Bewegungen der Werkstücke, was eine höhere Wahrscheinlichkeit für die Entstehung von Defekten an Werkstücken und Kosten in Verbindung mit einer schlechten Prozessoptimierung mit sich bringt.
Zu viele Bewegungen = zu viel Verschwendung (MUDA) - Zu lange WIP (Work In Progress)-Kette, schwer zu
kontrollieren, zu viele stillstehende Werkstücke in verschiedenen Phasen. - Automatisierung, sehr kompliziert und teuer.
WELCHE AUSWIRKUNGEN HABEN DIE OBEN AUFGEFÜHRTEN PROBLEME AUF IHRE PRODUKTION?
Leider gibt es viele Probleme in Bezug auf diese 8 Punkte.

Das erste und gleichzeitig das häufigste sind zahlreiche Kundenreklamationen in Bezug auf minderwertige Teile.
Zweifellos ist es bei dieser langen Kette von hintereinander geschalteten Maschinen nicht einfach, qualitativ hochwertige, gemäß Zeichnungen gearbeitete und gratfreie Teile herzustellen.
Wir wissen alle sehr gut, dass die Tage mühevoller werden, wenn ein Kunde unzufrieden ist, und wir wissen auch, dass es in einem zunehmend wettbewerbsorientierten Markt viele andere Firmen gibt, die bereit sind, sich um „Ihren“ Kunden zu bemühen, der nach Alternativen sucht.
Wollen Sie, dass Ihnen Ihre Kunden wegen mangelnder Prozesseffizienz weggenommen werden?
Das glaube ich kaum…
Kommen wir nun zu den Personalkosten.
Auch hier ist das Thema sehr vielschichtig und mitunter schwierig, nicht nur wegen der Personalkosten, die einen großen Einfluss auf das Werkstück haben, sondern weil heute die Wahrscheinlichkeit menschlicher Fehler umso höher ist, je mehr Personal direkt in den Produktionsprozess involviert ist.
(Wenn man von „menschlichem Fehler“ spricht, gibt es dafür EINEN GRUND, Fehler zu begehen ist menschlich!)
Und je mehr Mitarbeiter wir haben, umso schwieriger und teurer wird es, sie auf dem Laufenden zu halten und in all den verschiedenen Aspekten zu schulen, die heute von den immer zahlreicheren und restriktiveren Vorschriften gefordert werden.
Möchten Sie einige Beispiele?
Sprechen wir über Berufsausbildung, Schulung in Bezug auf die Arbeitssicherheit, Personalmanagement (Urlaub, Krankenstand, Freistellung usw.).
Die Liste ist wirklich beachtlich und wird von Jahr zu Jahr länger werden, aber ich bin überzeugt, dass Sie das auch wissen oder es zumindest schon vermutet haben.
Und der Platzbedarf? Heute hat auch die von den Anlagen belegte Fläche einen hohen Stellenwert. Es handelt sich also um Kosten, die so gut wie möglich quantifiziert und optimiert werden sollten.
Bei so vielen Bearbeitungszentren muss die Kostenrechnung auch den von der Anlage belegten Raum berücksichtigen, weil damit Kosten wie Versicherung der Halle, Beheizung der Fläche, Beleuchtung, Steuern verbunden sind. Und zwar durch die Technik der Kostenumkehr.
Analysieren wir nun den berühmten WIP (Work In Progress), d. h. das zwischen den Bearbeitungsvorgängen stillstehende Material.
Bei verschiedenen Bearbeitungszentren im Blockbetrieb kommt es zwischen den verschiedenen nacheinander geschalteten Maschinen zu Anhäufungen von teilweise bearbeiteten Werkstücken, die manchmal aufgrund des menschlichen Fehlers eine Bearbeitung überspringen und in der Montagephase (oder schlimmer noch beim Endkunden) ankommen, aber nicht mit dem Projekt übereinstimmen, was wiederum Probleme verursacht, die wir sehr gut kennen.
Was, wenn wir eines schönen Tages diese Maschinen automatisieren wollen?
Je mehr Maschinen eingesetzt werden, desto mehr Roboter und Förderanlagen werden natürlich auch benötigt. Dadurch steigen nicht nur die Automatisierungskosten, sondern auch die damit verbundene Komplexität.
Ein weiterer wichtiger Punkt ist der Größen- bzw. Produktwechsel.
Das Umrüsten der einzelnen Bearbeitungszentren dauert sehr lange, was zu einem großen Verlust an Wettbewerbsfähigkeit auf dem Markt führt, was wiederum einen Vorteil für die Konkurrenz darstellt.
HIER STELLT SICH DIE FRAGE…
WIE KÖNNEN SIE WETTBEWERBSFÄHIGER WERDEN?
WIE KANN ICH, WENN ICH IM ÖL- UND GASSEKTOR ARBEITE, ALL DIESE ARBEITSGÄNGE MIT
NUR EINEM BEARBEITUNGSZENTRUM DURCHFÜHREN?
DIE LÖSUNG?
EIN BEARBEITUNGSZENTRUM MIT 3 UNABHÄNGIGEN SPINDELN MIT EINER DREHSTATION!
Eine Lösung, bei der es möglich ist, alle oben genannten Arbeitsgänge, die normalerweise von mehreren Maschinen ausgeführt werden, mit nur einem CNC-Bearbeitungszentrum durchzuführen.
Und das alles mit nur einem Bediener.
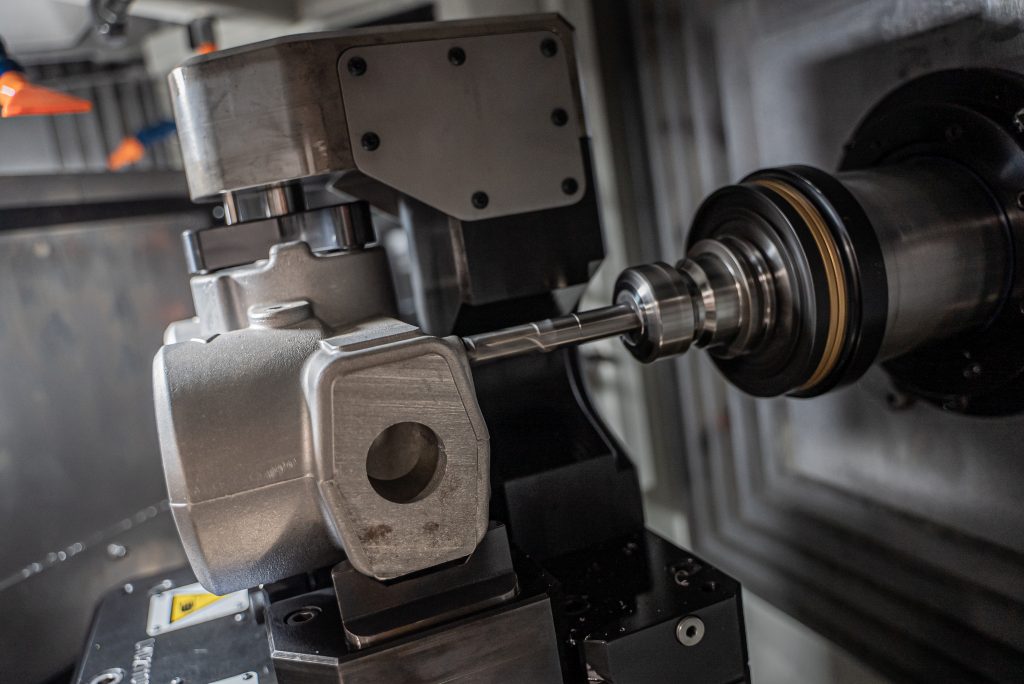
Mit einem Bearbeitungszentrum mit 3 unabhängigen Spindeln für die Bearbeitung von Bauteilen aus der Öl- und Gasindustrie auf einem Bereich von bis zu 500 mm (wie dem PORTACENTER 500) ist es außerdem möglich, eine Werkstückkontrolle in den Bearbeitungsprozess einzubauen, die am Ende des Bearbeitungsprozesses sicherstellt, dass alle Schritte korrekt und ohne Probleme durchgeführt wurden.
Außerdem kann die Endkontrolle in ein System mit INDUSTRIE 4.0-Technologie integriert werden, wobei für jedes produzierte Ventil eine eindeutige Seriennummer generiert wird.
Eine 4.0-KONTROLLE!
Auf diese Weise werden die Ventildaten archiviert und somit eine digitale Rückverfolgbarkeit für jedes produzierte Bauteil geschaffen.
Im Bedarfsfall können durch einfaches Scannen des QR-Codes mit einem beliebigen Smartphone zu einem späteren Zeitpunkt alle Konstruktionsdaten des Ventils überprüft werden, um dem Endkunden einen AUSGEZEICHNETEN Service zu bieten.
Ein erstklassiger Service bedeutet zufriedenere Kunden.
Zufriedenere Kunden bedeuten mehr Umsatz.
Um bei den Phasen zu bleiben, die mit einem Bearbeitungszentrum mit 3 unabhängigen Spindeln, wie dem PORTACENTER 500, realisiert werden können, hier ein Beispiel für einen Prozess, der auf einer einzigen Maschine abgewickelt werden kann:
- STATION 1: FRÄSEN
- STATION 2: FLANSCH-DREHEN
- STATION 3: BOHREN/GEWINDEBOHREN FLANSCH-BOHRUNGEN/ENTGRATEN/INTEGRIERTE QUALITÄTSKONTROLLE
- STATION 4: LADEN/ENTLADEN WERKSTÜCK (während die Maschine arbeitet! )
Wie Sie leicht erraten können, wird die Ausführungszeit des Ventils auf die 3 unabhängigen Arbeitsstationen aufgeteilt, wobei ein einzelner Prozess erhalten bleibt. 3 gleichzeitig arbeitende Stationen und eine vierte Palette zum hauptzeitparallelen Be- und Entladen des Werkstücks.
PORTACENTER
1 PROZESS, 3-MAL SCHNELLER
Bei diesem System wird das Ventil nur einmal aufgespannt und VOLLSTÄNDIG fertiggestellt, ohne erneutes Aufspannen. Alles zum Vorteil der Bearbeitungspräzision.
DIE PRODUKTION EINES EINZELNEN PORTACENTER 500 ENTSPRICHT JENER ZAHLREICHER BEARBEITUNGSZENTREN, ABER… MIT DIESEN 11 VORTEILEN:
- Senkung der Lohnkosten (1 Bediener und nicht mehrere Bediener)
- Weniger menschliche Faktoren = weniger Fehler (beträchtliche Reduzierung der Ausschussstücke)
- Wenig Personal = weniger Managementprobleme (einfachere Ausbildung).
- Weniger belegte Flächen und Reduzierung des Handlings der Werkstücke (Kostensenkung).
- Kurze WIP-Kette (Work in Progress), einfach zu kontrollieren.
- Kostengünstigere und viel einfachere Automatisierung (eine Maschine anstelle mehrerer).
- Geringere Kosten als bei einer Investition in mehrere CNC-Bearbeitungszentren.
- Geringerer Energieverbrauch im Vergleich zu mehreren CNC-Bearbeitungszentren.
- Drastisch reduzierte Rüstkosten, 3-4 Maschinen mit Palettenwechsel haben 6/8 mehrseitigen Aufnahmen, das PORTACENTER nur 4 und das auch noch mit einseitiger Aufnahme!
- Die Produktion wird dank des 3-Spindel-Systems um das Dreifache beschleunigt, was eine Reduzierung der Stillstandszeiten (Werkzeug- und Palettenwechselzeiten) ermöglicht.
- Deutlich schnellere Produktionsumstellung zur Erfüllung der Marktanforderungen und Reduzierung der Lagerbestände!
So sieht ein 3-spindliges Bearbeitungszentrum wie das PORTACENTER 500 aus.
ICH MÖCHTE ZU 100 % EHRLICH SEIN UND SAGE IHNEN, DASS DAS PORTACENTER 500
NICHT DIE LÖSUNG FÜR ALLE VENTILE DARSTELLT!
Ja, Sie haben richtig gelesen.
In der Tat, auch wenn es als Konzept für alle Ventile OPTIMAL erscheinen mag, ist es das nicht wirklich.
Das PORTACENTER 500 ist ein Bearbeitungszentrum mit 3 unabhängigen Spindeln für die Bearbeitung von Bauteilen in einem Arbeitsbereich von 500 mm, das für die Bearbeitung von Armaturen wie z.B. Ventilen bestens geeignet ist:
- ABSPERRVENTILE
- HUBVENTILE
- RÜCKSCHLAGVENTILE
- KEGELVENTILE
- KUGELVENTILE
- REGELVENTILE (BAUGRÖSSEN BIS 4 ZOLL)
- DROSSELVENTILE (BIS ZU 12 ZOLL)
ABER PASSEN SIE AUF!!!
IN WELCHEN FÄLLEN IST DER KAUF DES PORTACENTER 500 NICHT EMPFEHLENSWERT?
Für größere Ventile, die einen Arbeitsbereich von mehr als 500 mm benötigen, ist dies sicherlich nicht die richtige Lösung. Denn je größer die Ventile sind, desto geringer ist die zu produzierende Stückzahl, so dass dieser Maschinentyp nicht wettbewerbsfähig wäre, da es sich um ein dreispindliges Bearbeitungszentrum handelt, das zur Steigerung der Produktivität und für höhere Stückzahlen gebaut wurde, als sie auf einem klassischen einspindligen Bearbeitungszentrum produziert werden könnten.
Genauer betrachtet gilt auch die gegensätzliche Aussage. Das PORTACENTER ist nicht die ideale Lösung für die Massenproduktion von 3-Wege Ventile bis eine Große von 1“ 1 ½“. In diesem Fall wissen wir, dass die Transfermaschinen die beste geeignete Lösung sind.
Daher ist das PORTACENTER möglicherweise nicht ideal, es sei denn, Sie wollen nur das produzieren, was Sie verkaufen, ohne Lagerbestand.
DAS PORTACENTER 500 IST EIN CNC-BEARBEITUNGSZENTRUM, DAS SICH PERFEKT FÜR DIE BEARBEITUNG VON ABSPERR-, HUB- UND ÄHNLICHEN VENTILEN BIS 4 ZOLL
SOWIE DROSSELVENTILE BIS 12 ZOLL EIGNET.
WARUM NUR DIESE BAUGRÖSSEN UND NICHT DAS GESAMTE SORTIMENT?
Die Erklärung besteht darin, dass im Bereich bis 4 Zoll, bei ABSPERR-, HUB- und ähnlichen Ventilen, sowie bei DROSSEL-Ventilen bis 12 Zoll, der Wettbewerb härter ist.
Sie brauchen also eine schnelle, wettbewerbsfähige Maschine, um innerhalb von 4 bis 12 Zoll beste Leistungen zu erbringen.
Wenn man in dieser Gruppe nicht wettbewerbsfähig ist, ist es ein harter Konkurrenzkampf, in dem man innerhalb kürzester Zeit vom Preis erdrückt wird!
Im Bereich jenseits von 4 Zoll fallen die Stückzahlen dramatisch ab und es macht keinen Sinn mehr, eine Maschine zu bauen, die parallel arbeitet. In diesem Fall bieten sich einspindlige Bearbeitungszentren mit der Möglichkeit der Drehbearbeitung an.
Es ist Ihnen also klar, dass Sie jede Situation gesondert bewerten sollten, um die richtige Wahl zu treffen und das beste Ergebnis zu erzielen.
Der Gegenbeweis zu dem, was Sie gerade gelesen haben, ist, dass in diesem Segment, das sehr wettbewerbsfähig ist und einen hohen Produktionsumfang aufweist, sogar Maschinen mit einer Spindel eliminiert werden, weil mehr Maschinen installiert werden müssten, um bestimmte Produktionsumfänge zu bewältigen.
MEHR Maschinen = MEHR Kosten und MEHR Probleme
SIND SIE BEREIT, DIE PRODUKTIONSKOSTEN ZU SENKEN UND DIE MARGEN FÜR VENTILE VON ½ – 4 ZOLL UND DROSSELVENTILE BIS ZU 12 ZOLL
DANK DEM PORTACENTER 500 ZU VERBESSERN?
Hier ein Bearbeitungsbeispiel:
ABSPERRVENTIL, 2 ZOLL: 119 Sekunden (2 Minuten)
DROSSELVENTIL, 10 ZOLL: 320 Sekunden (5,3 Minuten)
Sind sie noch nicht von dem überzeugt, was ich bis jetzt geschrieben habe?
Dann lesen Sie diese Case History eines Kunden, der sich für das PORTACENTER 500 entschieden hat, das führende Bearbeitungszentrum mit 3 unabhängigen Spindeln für die Bearbeitung von Ventilen in der Öl- und Gasindustrie!
(DER KUNDE HAT DAS WORT…)
Kimray ist eine Privatkapitalgesellschaft, die eine breite Palette von Pumpen und Steuerventilen für die Erdölindustrie produziert (Oil&Gas). Diese Stücke, sowohl aus Stahl als auch aus Eisen, reichen von 1 bis über 36 Zoll.
Das Gesamtvolumen der von Kimray produzierten Stücke hat sich in den letzten Jahren praktisch verdoppelt.
Ein Großteil ihrer Produktionssteigerungen betrifft Komponenten im kleineren Bereich mit hochqualitativen Endbearbeitungseigenschaften. Das ist die Produktpalette, auf die sich Kimray konzentriert hat, um ihre Bearbeitungskapazität zu
erhöhen.
Im Fall von Kimray erforderten die breite Vielfalt des Angebots, die fortlaufenden Volumensteigerungen und die Firmenphilosophie „just in time“ eine Bearbeitungszelle mit einer starken PRODUKTIVITÄT und hoher FLEXIBILITÄT, sowie große Sorgfalt bei der Erfüllung ihrer hohen Qualitätsanforderungen.
DAS INTERESSE AN DER LÖSUNG MIT 3 UNABHÄNGIGEN SPINDELN
Nach einer vollständigen und aufmerksamen Untersuchung bezüglich der auf dem Markt verfügbaren Werkzeugmaschinen und Bearbeitungszentren fand Kimray das PORTACENTER besonders interessant.
Das PORTACENTER ist ein standardmäßiges Bearbeitungszentrum mit drei Bearbeitungsmodulen und vier Achsen, jede von ihnen mit einer großen Kapazität für die Werkzeuglagerung und einem zentralen Drehtisch.
Das PORTACENTER ist nicht nur ein sehr schnelles CNC-Bearbeitungszentrum (normalerweise vergleichbar mit der Leistung von vier Horizontal-Bearbeitungszentren), sondern wurde entwickelt, um schwere eisenhaltige Materialien (Stahl, Gusseisen…) zu bearbeiten, die für die von Kimray produzierten Stücke notwendig sind.
Eine der Besonderheiten des 3-spindligen PORTACENTER 500, die die Aufmerksamkeit dieses Unternehmens erregte, war die Möglichkeit, mit der Zelle verschiedene Stücke gleichzeitig bearbeiten zu können.
Dank dieser Bearbeitungsmethode konnte Kimray bei jährlichen Chargen von 1.000 Teilen oder weniger den Vorteil der niedrigen Kosten nutzen, den diese Maschine bietet, ohne lange Rüstzeiten und Werkzeugkosten in Kauf nehmen zu müssen.
Außerdem gefiel Kimray die Tatsache, dass es sich bei dem FANUC-gesteuerten PORTACENTER um ein standardmäßiges Bearbeitungszentrum handelt (ganz im Gegensatz zu einer speziellen Transfermaschine), vor allem, weil Standardproduktion HOHE ZUVERLÄSSIGKEIT bedeutet (und nicht Prototypen).
Auch das integrierte Web-Diagnostik-System war ein starker Punkt. Obwohl die Maschine automatisch beladen werden kann, sah das Projekt von Kimraya den Betrieb der Maschine mit manueller Beladung vor: Der Bedienerbereich ist wie auch die Einzäunung gut geschützt und mit trockenem Bodenbelag, weil frei von Kühl- und Schmiermittelspritzern.
All dies waren Schlüsselelemente bei der Wahl der Werkzeugmaschine.
PRODUKTIONSERGEBNISSE
Sieben Monate nach der Installation des 3-spindligen Bearbeitungszentrums hat Kimray festgestellt, dass es mit dem PORTACENTER 500 in der Lage ist, deutlich mehr zu produzieren, als zum Zeitpunkt des Kaufs veranschlagt und im Vergleich zu den Zahlen, auf deren Grundlage der Kauf des PORTACENTER beschlossen wurde.
Durch Anwendung des Universalausrüstungskonzepts erwies sich die Zykluszeit bis zu ACHT Mal schneller als die mit klassischen Bearbeitungszentren erreichte Zykluszeit.
Gleichzeitig ist der Setup einfach und schnell. Die Zeiten für den Werkstückwechsel sind auf 2 Stunden begrenzt und sogar der Anfangssetup der Maschine für ein neues Werkstück wird schneller ausgeführt, selbst wenn es sich um ein kompliziertes Werkstück handelt.
DIESE MASCHINE PRODUZIERT MIT ZYKLEN, DIE GEGENÜBER DENJENIGEN DER ÜBLICHEN CNC-BEARBEITUNGSZENTREN VIEL SCHNELLER SIND.
In der Tat ermöglichte diese 3-spindlige Anlage der Firma Kimray, die Arbeit, die zuvor extern ausgeführt wurde, ins Werk zu bringen und
- somit eine bessere Kontrolle des Prozesses zu erzielen und
- auch kleinere Chargen mit dem Vorteil einer Verringerung der Lagerung, handhaben zu können.
Folglich hat das PORTACENTER 500 die Erwartungen von Kimray voll erfüllt und übertroffen und ist für die Firma zu einem wichtigen Instrument geworden, um weiterhin hochqualitative und hinsichtlich des Preises wettbewerbsfähige Produkte liefern zu können.
HIER EIN ERFAHRUNGSBERICHT ÜBER DEN EINSATZ DES PORTACENTER
Hochdruckventil aus Stahl 2 ZOLL KONISCH.
306 Sekunden mit einem horizontalen Bearbeitungszentrum.
Jetzt, mit dem PORTACENTER, sind es 156 Sekunden.
Versuchen Sie, die folgenden 3 Fragen zu beantworten. Nehmen Sie sich 10 Minuten Zeit und ich schlage Ihnen vor, Ihre Antworten auf einem Blatt Papier zu notieren. Es ist wichtig, sie aufzuschreiben, anstatt sie nur zu denken. Sie aufzuschreiben ist schwieriger, es ist mehr Konzentration erforderlich, eine Konzentration, die wir oft aus Zeitmangel nicht haben und die uns dazu bringt, falsche Entscheidungen zu treffen oder, was noch schlimmer ist, überhaupt keine Entscheidungen zu treffen.
- WAS WÜRDE SICH IN IHREM UNTERNEHMEN ÄNDERN, WENN SIE EIN BEARBEITUNGSZENTRUM MIT 3 UNABHÄNGIGEN SPINDELN INSTALLIEREN WÜRDEN?
- WAS WÜRDE IN IHRER FIRMA PASSIEREN, WENN SIE WEITERHIN TRADITIONELLE BEARBEITUNGSZENTREN EINSETZEN?
- WAS WIRD IN IHREM UNTERNEHMEN PASSIEREN, WENN SIE WEITERHIN NICHTS TUN UND IHRE ENTSCHEIDUNGEN AUFSCHIEBEN?
VERGESSEN SIE NICHT, DASS….
NICHT DER STÄRKERE ÜBERLEBT, SONDERN DERJENIGE, DER
SICH SCHNELL AN NEUE BEDINGUNGEN ANPASST!
Wir haben über den Öl- und Gassektor und die Produktion von Ventilen für diesen Sektor gesprochen… Aber dies sind für jede Produktionsabteilung wichtige Themen, die auf keinen Fall vernachlässigt werden dürfen, wenn man ein leistungsfähiges Unternehmen haben will, das in den kommenden Jahren florieren wird.
Arbeiten Sie in der zerspanenden Industrie?
Setzen Sie CNC-Bearbeitungszentren ein und sind neugierig, was sich durch die Einführung eines Bearbeitungszentrums mit 3 unabhängigen Spindeln in Ihrer Produktionsabteilung ändern würde?
Kontaktieren Sie uns sofort und erhalten Sie eine KOSTENLOSE Beratung von unserem TECHNISCHEN TUTOR.
Telefon: +39 030 800673
E-Mail: info@portaproduction.com
Für weitere Informationen zu den Themen Wettbewerbsfähige Produktion und PORTA Production Method
KLICKEN SIE HIER >>> www.buchueberbearbeitungszentren.de <<<
Mein Buch für alle, die mit Werkzeugmaschinen für Metallverarbeitungen arbeiten und einen Qualitätssprung machen möchten, wartet auf Sie!!!
Auf Ihren Erfolg! Maurizio Porta
Master Trainer PORTA PRODUCTION METHOD